By Jim DeCoux, R&D Manager for Tru Vue
Anti-static sputter-coated acrylic protects and displays fragile artwork. The static charge of many conventional glazing products may be enough to damage friable media, such as charcoals, pastels, artwork with delicate surfaces, lightweight papers and textiles. Friable media contain minimal binding agents and, without adequate protection, may separate from their support or crumble into a powdery form. Smaller and lighter particles, such as fine powder pigments of pastels, are more likely to be detrimentally affected by static charge.

Why It Works
With Tru Vue’s high-performance anti-static glazing, not only is the charge immediately dissipated, but it also stays dissipated. These anti-static qualities are inherent in the product and permanent. It does not wipe away with cleaning nor need to be reapplied. In fact, it reduces the need for cleaning, as the material does not attract dust or lint.
Tru Vue’s anti-static sputter coating is bonded to the acrylic substrate at an atomic level. It is applied under a vacuum to control the gases that are used in its coating process. This anti-static performance is a permanent feature of Tru Vue’s sputter-coating process and will last for the life of the substrate.
How It’s Made
The first step in the sputter-coating process is to remove atmospheric (air) gases. Throughout the entire sputter-coating process, air is evacuated continuously from the chamber by vacuum turbo pumps. This is called “pump down,” which allows Tru Vue to maintain specific types and amounts of gases present in the chamber.
Tin Oxide
Tru Vue has been using tin oxide as a component in its antireflective sputter coating for more than 10 years. Tin oxides are standard in the transparent conductive coatings industry (i.e., touch screens), but are not widely used in low-index reflective (anti-reflective) coatings. Tru Vue recognized the anti-static properties of tin oxide and its benefit in conservation framing. Now, it is used in all of Tru Vue’s anti-reflective coatings. The thickness of the tin oxide layer deposited varies from product to product, making some anti-static.
Sputter-Coating
Tru Vue’s sputter-coating equipment spans more than a football field in length. The process is fully automated, from the loading of the material through the inspection. During the sputter-coating process, silicon atoms cluster on the surface of long metal tubes. This collection of atoms is called the “target” and is millions or billions of atoms thick. The target is the material that gets deposited on the acrylic.
Strong magnet bars are placed inside the tube. The targets are flushed with cooling water and begin to rotate. The magnets create a magnetic field through the targets. When high voltage is applied to the targets, the argon gas becomes ionized and a plasma forms along the magnetic field. Inside the plasma, free electrons hit the argon atoms. The atoms become positively charged ions and secondary electrons are created. These ions are continuously accelerated toward the targets’ negatively charged surface.
Argon ions bombard the targets’ surface and transfer their kinetic energy into it. Through this, the atoms of the target material are ejected. This atom ejection is called sputtering. The ejected atoms fly toward the acrylic substrate at different angles. There, they condense and deposit a thin layer on the acrylic.
(Watch an animated video of a sputter-coating process)
Uniform Coating
By steadily moving the substrate through the sputtering chamber during the deposition, the acrylic becomes uniformly coated with the applied target material. Together, the layers added to the acrylic is called the “coating stack.” For example, Optium Museum® Acrylic’s coating stack includes:

This recipe has delivered decades of proven performance for Tru Vue’s customers; the tin oxide mixture provides a very stable material.
Where’s the Proof
Using tin oxide creates oxygen vacancies that allow electrons to move in the thin film coating. Surface resistivity measures electron mobility and static dissipation measures the time it takes to neutralize a charge. Tru Vue’s Optium Museum® Acrylic’s anti-static protection dissipates 2,000 times more static than regular acrylic, making it safe for friable materials and minimizing cleaning.
Two types of tests assess this performance: static charge decay time, and electrostatic discharge (ESD) surface resistance.
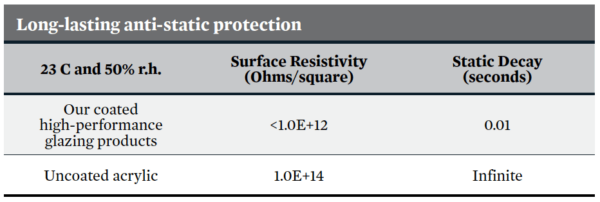
- Static decay per Federal Test Method Standard No. 101C, Test Method Number 4046, specifies that the charged object at 5000 volts should drain the voltage to 500 volts in less than 2.0 seconds. It takes 0.01 seconds, practically instantaneously, for Optium Museum® Acrylic to dissipate a static charge.
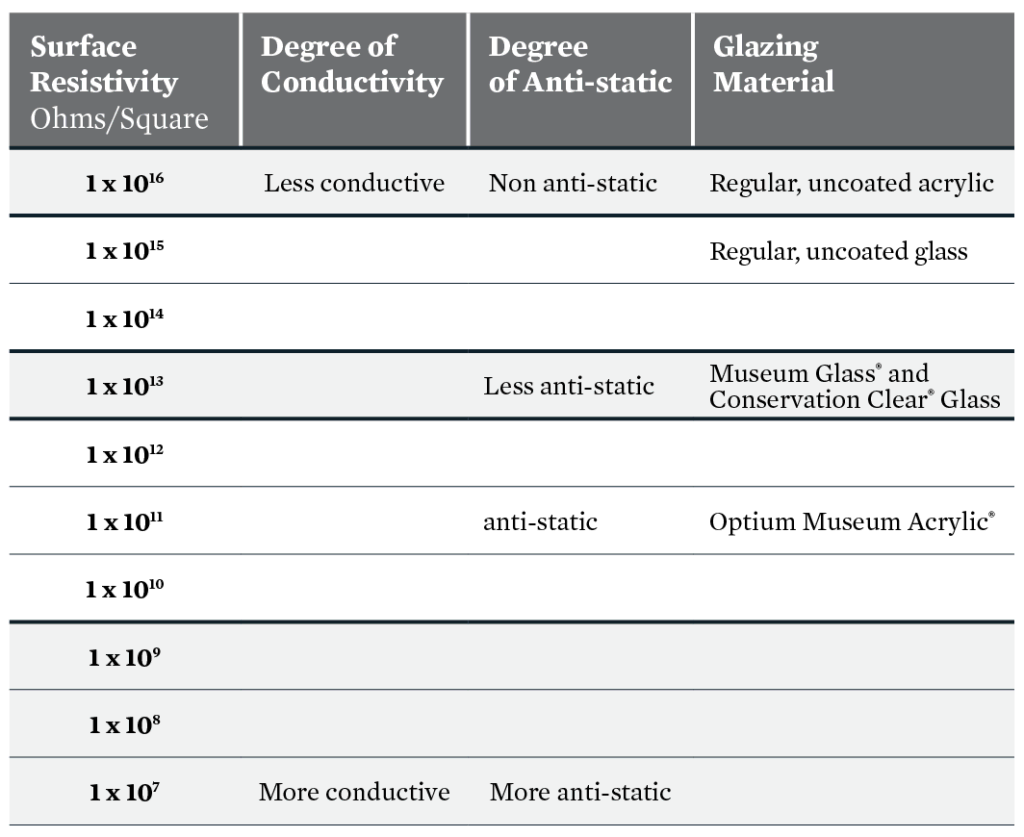
- Surface resistance per ANSI/ESD S11.11 measures the resistance between two points on a material’s surface and is expressed in Ohms. Per ASTM D357, resistivity is expressed in Ohms/square. The higher the surface resistivity, the less conductive the material is. Therefore, lower values indicate better performance.
Accounting for Humidity
Qualified testing laboratories review the glazing material’s performance at difference humidity levels, such as 12 percent relative humidity (dryer) to 70% relative humidity (wetter), because moisture content lowers surface resistivity as wet particles negate the charge build-up. Under less humid, dryer conditions, a static charge is more likely to build up. Relative humidity for both static decay and surface resistance test reports should be reviewed carefully to make an educated selection. For example, an anti-reflective laminated glass can have 1.0E+13 Ohms/square conductivity level, demonstrating adequate surface resistivity; but at 12 percent relative humidity, it also can have an 11-second static decay, which is time enough for damage to occur. Tru Vue’s Optium Museum Acrylic® consistently has a 0.01-second static delay when tested at 12, 50, and 70 percent relative humidity.
Designed to Last
Tru Vue’s Optium glazing products also have been tested for the longevity of anti-reflective, anti-static, UV protection, and light transmission. The tests resulted in no significant deterioration over an extended period of time. The oldest physical samples were produced over 13 years ago and currently show no noticeable change in performance. Accelerated age testing provides additional support, indicating that Optium Acrylic glazing’s protection has a useful life longer than 100 years.